

Whether the hyperbaric chamber can move from drawing release to shipment without losing its documented code basis halfway through fabrication? A lot of assemblies look solid. Heavy shell. Clean weld cap. Nice paint. Then the file set opens and the gaps start showing. Window records split from vessel records. Piping treated as an accessory. Late nozzle additions with no clean trace back to the original design basis. That is where projects slow down.
This page focuses on engineering and documentation questions. Applicability depends on the specific chamber configuration, operating differential, intended use, and market or jurisdiction.
Quick Takeaways
- The scope starts at a 2 psi differential, which means code thinking has to begin earlier than many buyers expect.
- The code package is not only about the main shell. The controlled boundary also reaches into the piping package tied to the chamber.
- Window management is not a side issue. For common acrylic window types used under internal pressure, the design life is typically 10 years from fabrication.
- New construction and in-service control are not the same task. The handoff between them needs to be clean.
The first mistake is usually scope, not steel
On paper, a chamber project often begins with size, occupancy, pressure rating, access door style, viewport count.
In the shop, no. It begins with boundary definition.
The pressure boundary has to be frozen first. Shell. Heads. Door ring. Closure hardware where relevant. Window seats. Nozzles. Instrument penetrations. Documented piping that belongs inside the code package. If that map is not settled early, every later decision becomes expensive in a very dull way. Rework. Revised travelers. Broken material traceability. Extra review cycles.
The 2 psi trigger matters here. It changes how early the job has to be treated as PVHO work rather than ordinary vessel work. That is a small number on paper. Not small in planning.
A chamber does not fail quietly
Not usually through the obvious parts.
It fails through transitions.
A viewport seat that loads unevenly.
A reinforcement detail that works in isolation but disturbs the local load path around a nozzle.
A door ring machined correctly, then pulled out of tolerance during fit-up.
A piping spool fabricated outside the same document chain because someone called it auxiliary.
That last word causes damage. Auxiliary.
For chamber builds under this code, the piping package is not something to bolt on at the end and hope the paperwork catches up. The piping has to sit in the same code and documentation logic as the vessel itself: design, fabrication, inspection, testing, cleaning, certification. If the shop treats the chamber and the connected piping as two separate stories, the turnover package will show it.
We do not start with shell thickness
This surprises buyers the first time they sit in on a real design review.
Wall thickness is important, yes. It is just not the first serious question.
The first serious questions are these:
- What exactly is inside the documented pressure boundary?
- Which penetrations are fixed, and which are still being discussed?
- Which loads are already frozen, and which ones are still drifting because the operating concept is not stable?
- Is the window package already selected, or is the vessel being designed around a placeholder?
- Will the attached piping be released under the same control logic as the chamber body?
If those answers are unstable, shell calculations are only giving the project a temporary feeling of progress.
Windows decide whether the job is disciplined
This is where more attention is needed than most buyers expect.
Acrylic windows are not decorative transparent sections in a metal vessel. They are controlled pressure components with geometry rules, seating rules, handling limits, identification requirements, and life limits. Once a chamber uses that style of window, the factory has to think in longer timelines: fabrication date, installation date, service environment, replacement planning, inspection records. Not just initial shipment.
For cylindrical windows used in internal pressure service, and for flat disc windows of the common PVHO type, the design life is generally set at 10 years from fabrication. Storage and in-service rules then matter. Inspection history matters. Environment matters. But the first factory mistake is simpler than all that: failing to build the chamber documentation around the window lifecycle from the beginning.
That mistake is expensive because it arrives late. The chamber may already be mechanically complete when someone realizes the window records are incomplete, misaligned, or separated from the master data package.
What should be frozen before steel is cut
| Control area | What should be locked before fabrication | Why it matters later |
| Pressure boundary map | Vessel body, doors, seats, nozzles, penetrations, attached documented piping | Stops late arguments over what was or was not part of the code package |
| Design basis | Differential pressure, load cases, geometry assumptions, reinforcement method, closure basis | Keeps detail drawings from drifting away from the approved calculation set |
| Window package | Geometry, material route, seating details, identification format, fabrication-date control | Most long-tail record risk sits here |
| Weld control | Procedure qualification, welder qualification status, filler traceability, repair rules, hold points | Sound welds are not enough without traceable execution |
| Inspection plan | NDE points, dimensional checks, pressure test procedure, leak checks, release gates | Acceptance becomes predictable instead of argumentative |
| Turnover package | Material records, test reports, markings, stamping data, window records, piping certification | Buyers can verify the chamber as built, not as described |
That table is how a job avoids splitting into a hardware project and a paperwork project. They have to stay the same project.
The document chain is part of the pressure boundary
A common buyer error is to look at documentation as something that proves quality after the build.
Not quite.
On a PVHO job, the document chain actively shapes the build while it is happening. Material heat records determine what can be accepted into fabrication. Traveler discipline determines whether a weld repair still belongs to the approved job history. Window identification determines whether the installed component still matches the released build file. Pressure test records determine whether acceptance is a clean handoff or a restart.
So when a chamber is reviewed before shipment, the question is not one broad, “Is it finished?”
The better questions are narrower.
Is every pressure-retaining part traceable to the released build package?
Did every repair follow the approved route?
Does the installed window set match the logged serial and fabrication records?
Does the piping package close out under the same code and documentation logic as the main vessel?
Do the markings and final records describe the chamber that actually exists, not the one that was planned three months earlier?
If the answers are clean, acceptance tends to be clean.
New construction is one phase. Service life is another
This point gets blurred all the time.
The code for new construction is not the same thing as the guidance used after the chamber enters service. One controls how the chamber is designed, fabricated, inspected, tested, marked, and certified at build stage. The other addresses operation, maintenance, and window serviceability after handover. That split matters because buyers sometimes expect the factory file to answer questions that belong to the later maintenance phase, or they assume later changes do not disturb the original documented basis.
They do.
Field modifications, replacement windows, added penetrations, altered instrument layouts, revised piping arrangements, closure hardware changes. Any of those can push the chamber away from the condition captured in the original certified package.
Where projects usually lose time
Not in welding speed. Not in machining speed.
They lose time where engineering control breaks rhythm:
- a port added after reinforcement details were already frozen
- a door detail adjusted after mating parts were finished
- a viewport package confirmed after the vessel seating geometry was already released
- a piping assembly built outside the main traveler route
- a final test package assembled from separate internal teams using different part identifiers
None of those issues look dramatic in isolation. Together, they turn a chamber into a negotiation.
FAQ
Does the code only matter at high pressure?
No. The published scope begins once the internal or external differential exceeds 2 psi. That is why early classification matters.
Is the vessel shell the whole code story?
No. The code framework also covers the connected piping systems that belong in the PVHO package. Ignoring that split is one of the most common procurement mistakes.
Are acrylic windows permanent components?
No. Common PVHO acrylic window types used for internal pressure service are generally managed as life-limited components, with a typical design life of 10 years from fabrication.
Is a thicker shell enough to show a sound build basis?
No. Extra metal does not replace a controlled design basis, qualified fabrication, inspection records, test records, marking, and traceable turnover documentation.
Why do buyers get caught by piping late in the project?
Because piping is still treated too often as support hardware rather than part of the documented pressure system. That assumption causes delays during review and handover.
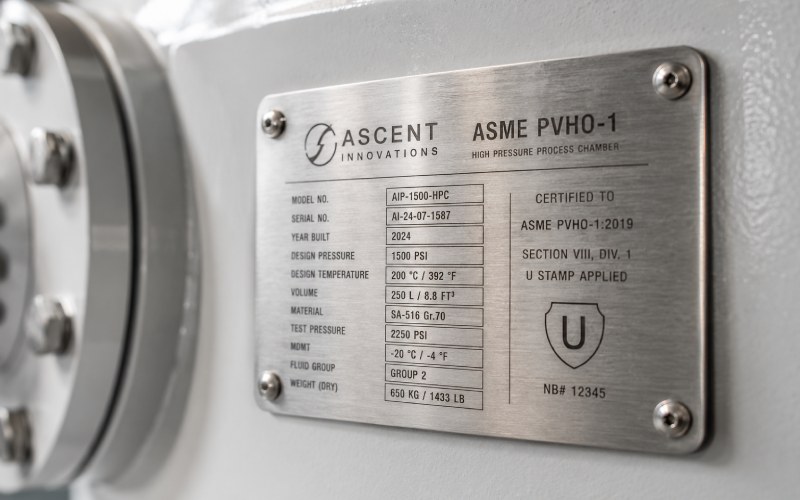
Which edition should a buyer ask about now?
Ask the manufacturer to state the exact edition used in the build package. The currently listed edition is PVHO-1-2023.
Final section
A chamber build under PVHO rules is not won by making the shell look substantial.
It is won earlier. In scope control. In window planning. In piping discipline. In record continuity. In resisting late design drift that looks harmless for a week and becomes expensive at acceptance.
That is the build logic. One pressure boundary. One file history. One handoff.